Stratasys 3D Printing: FDM Build Parameters to Create a Vacuum
FDM Build Parameters to Create a Vacuum
The 3D printing process of layering extruded material makes FDM parts porous. This is great for many applications such as Thermoforming that requires air to be drawn through a tool. But what if you want the part to hold a vacuum? To hold a vacuum the FDM part needs to be non-porous or dense. This is often achieved by sealing the part and there are several well documented procedures for sealing parts.
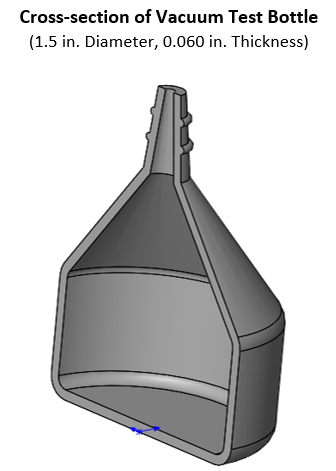
However, there are parameters that can be used to aid in the density of FDM parts. For my experiment, I designed a simple bottle with a tube that can be used to draw and measure a vacuum with a simple vacuum hand pump. Five parts (Parts A-E) were built on the Fortus 250mc using different parameters created with the Stratasys Insight software.
Part A was built with the ‘Green Flag’ defaults and will not hold any kind of vacuum at all. Part B just had a second contour added and will not hold a vacuum. Subsequent parts each had changes made to the toolpaths; multiple contours, linked contours and negative offsets to “crowd” the filament together to produce a more dense part.
Parts D & E do not hold a full vacuum, but leak slowly proving they are less porus than the default settings. Parts may still need to be sealed but will have a better chance of success in holding a vacuum with the improved density.

Below are the Stratasys Insight parameters used for this experiment on the five parts
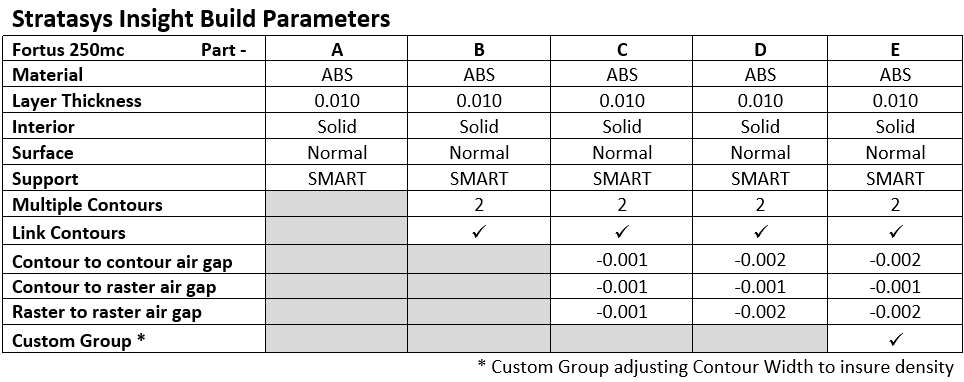
Build time and material usage are negligible between the different part parameters.
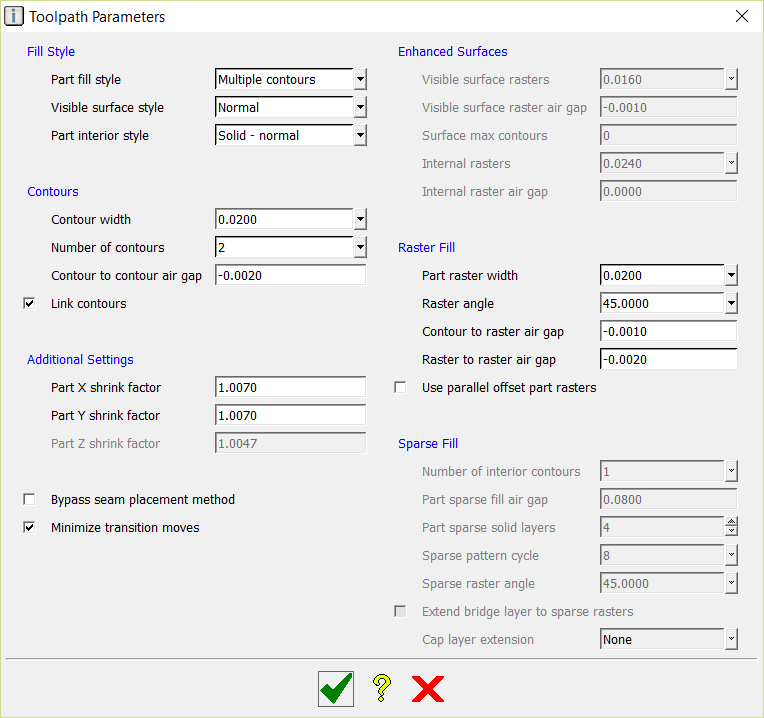
Stratasys Insight Toolpath Parameters for Part E:
Computer Aided Technologies, LLC offers Insight training with Stratasys certified trainers to help customers get the most from their 3D Printers. For information please contact your CATI sales representative or call CATI at 888-308-2284.
Mark Abshire
Application Engineer, Additive Manufacturing
Computer Aided Technology