Why Orientation is Important to Your 3D Model
 In the world of 3D Printing, there are many decisions to make before printing your Fused Deposition Modeling (FDM) models such as what material to use, what resolution to print at, and even what fill pattern to use. One of the most important aspects of modeling on an FDM machine is the orientation of your model.
In the world of 3D Printing, there are many decisions to make before printing your Fused Deposition Modeling (FDM) models such as what material to use, what resolution to print at, and even what fill pattern to use. One of the most important aspects of modeling on an FDM machine is the orientation of your model.
In this blog, I’ll cover five important factors that should be taken into account when picking the best orientation for your model along with aspects to consider when weighing your options.
Speed
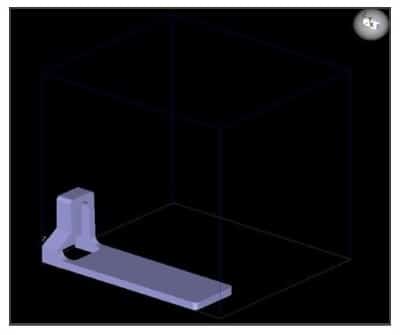
FDM machines build the quickest on the X and Y axes. By minimizing the Z height on a model, the machine will be able to build your model much faster. Keep in mind the surface finish and post-processing needs.
Support Material Structures
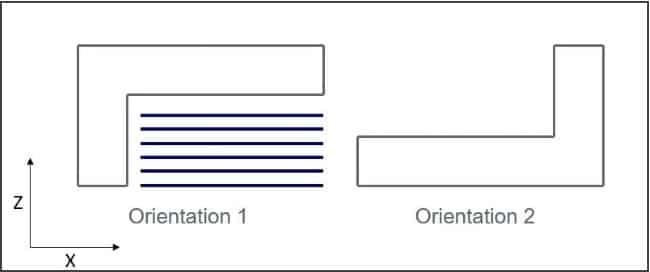
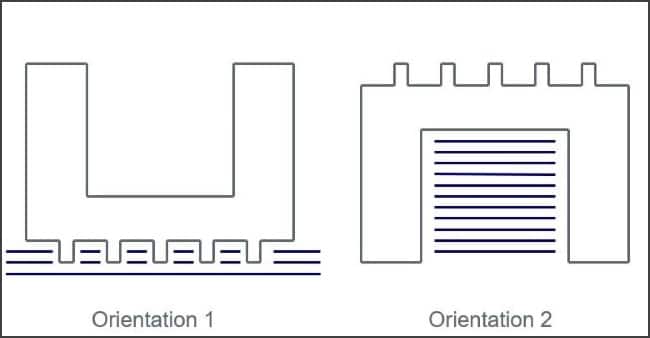
Anytime there is an overhang without any structure below it, that area will need a vertical support tower to support it. By changing the orientation to minimize overhangs, you will eliminate support material needs, which will speed up the build time and you’ll save on support material usage. In the figure below, both orientations have the same Z height but Orientation 2 will save support material and time due to fewer tip swaps.
Surface Quality
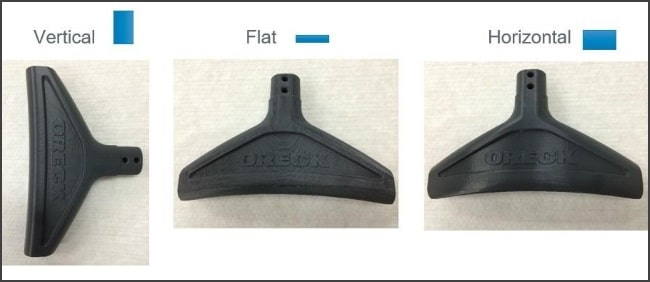
FDM machines build most accurately on the X and Y axes. To create the smoothest surface and the best looking part, I suggest positioning your part so the curved surfaces go around the X and Y axes. This will eliminate the stepping that can occur at lower resolutions in the Z axis.
Strength
For any flex points in your model, try to have those built in the X and Y axis. When building in a layering process, the Z layers can become separation points for a model. If you are building parts that require flexural strength, orient the part so the flex happens along the X and/or Y axis. The model will better withstand several flexes.
Support Material Removal
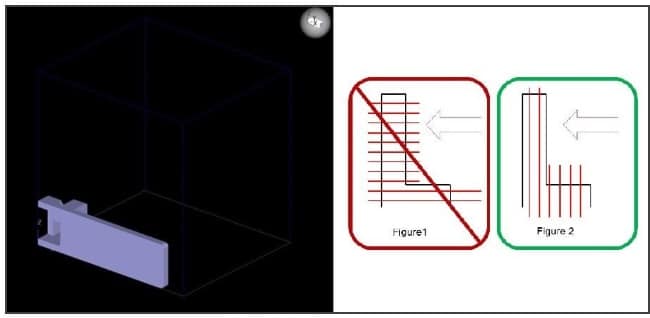
Have you ever been in a rush to get a part off the machine and into the customer’s hands? Change the orientation to allow for the easiest and quickest removal of any support material. This can save you precious time from picking off support structure or waiting for it to dissolve in the cleaning station. In the figure below, Orientation 1 would use less support material, but Orientation 2 is better for breakaway support material.
By paying attention to your part’s orientation you can maximize your FDM usage and ensure the parts coming off the machine are doing exactly what you need them to and in the time frame you need to meet.
First image courtesy of Stratasys