Using GrabCAD Print for FDM Printers
Using GrabCAD Print for FDM Printers
GrabCAD Print is an awesome cloud based print prep and management software for Stratasys machines. It is compatible with the following FDM families – F123, Fortus, uPrint, and Dimension. On the Polyjet side of things, currently only the J750 and Objet 1000 have GrabCAD print integration, with more systems in the works. We’ll be taking a closer look at this software’s use with FDM printers.
GrabCAD Print allows you to prepare prints, monitor their progress, and receive real-time updates all through their cloud based system. This means you can send prints to other locations within your organization remotely, all that is required is an internet connection. GrabCAD has also released a mobile app great for checking up on weekend long prints or watching their progress via webcam (on equipped machines).
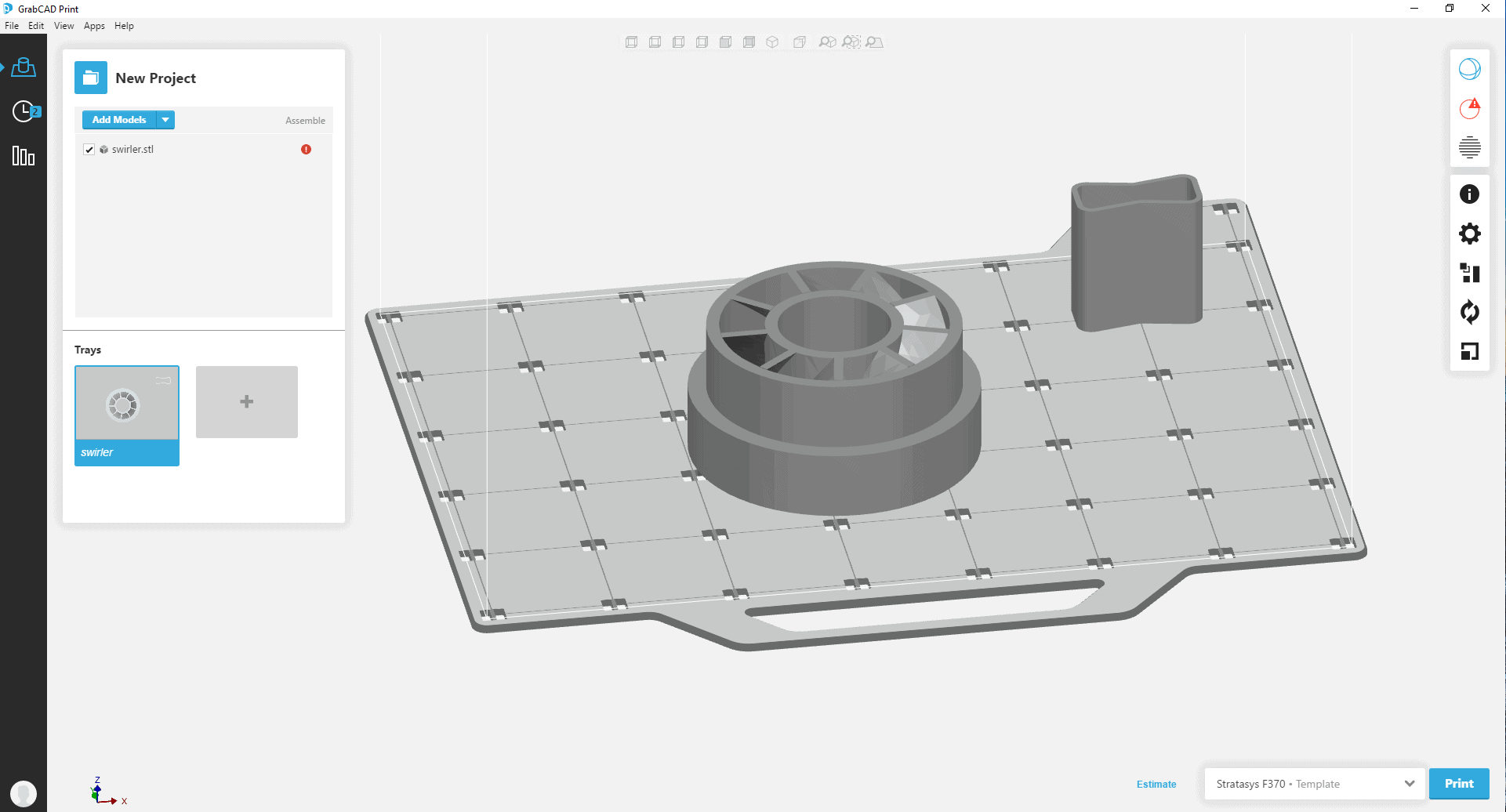
The first step in the workflow is to import your part into GrabCAD. You can either select the file via your file browser or drap and drop into the workspace. A great feature is GrabCAD’s ability to handle native CAD files as well as the stl’s you’re used to working with. Just drop in your solidworks or other CAD package file and GrabCAD handles the rest.
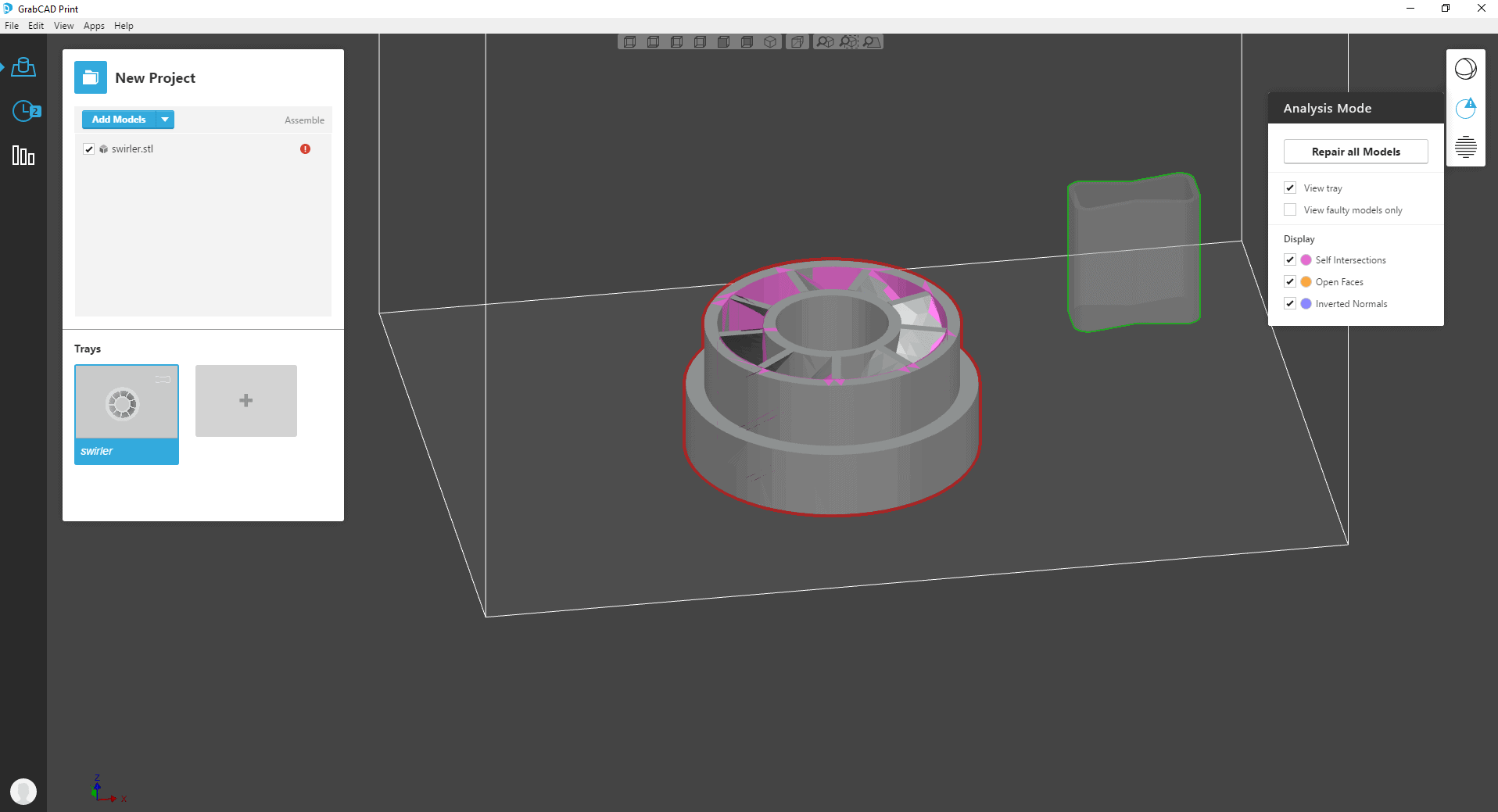
Another nice feature is the very easy to use file repair function. A single click is all you need to repair any errors and send you on your way.
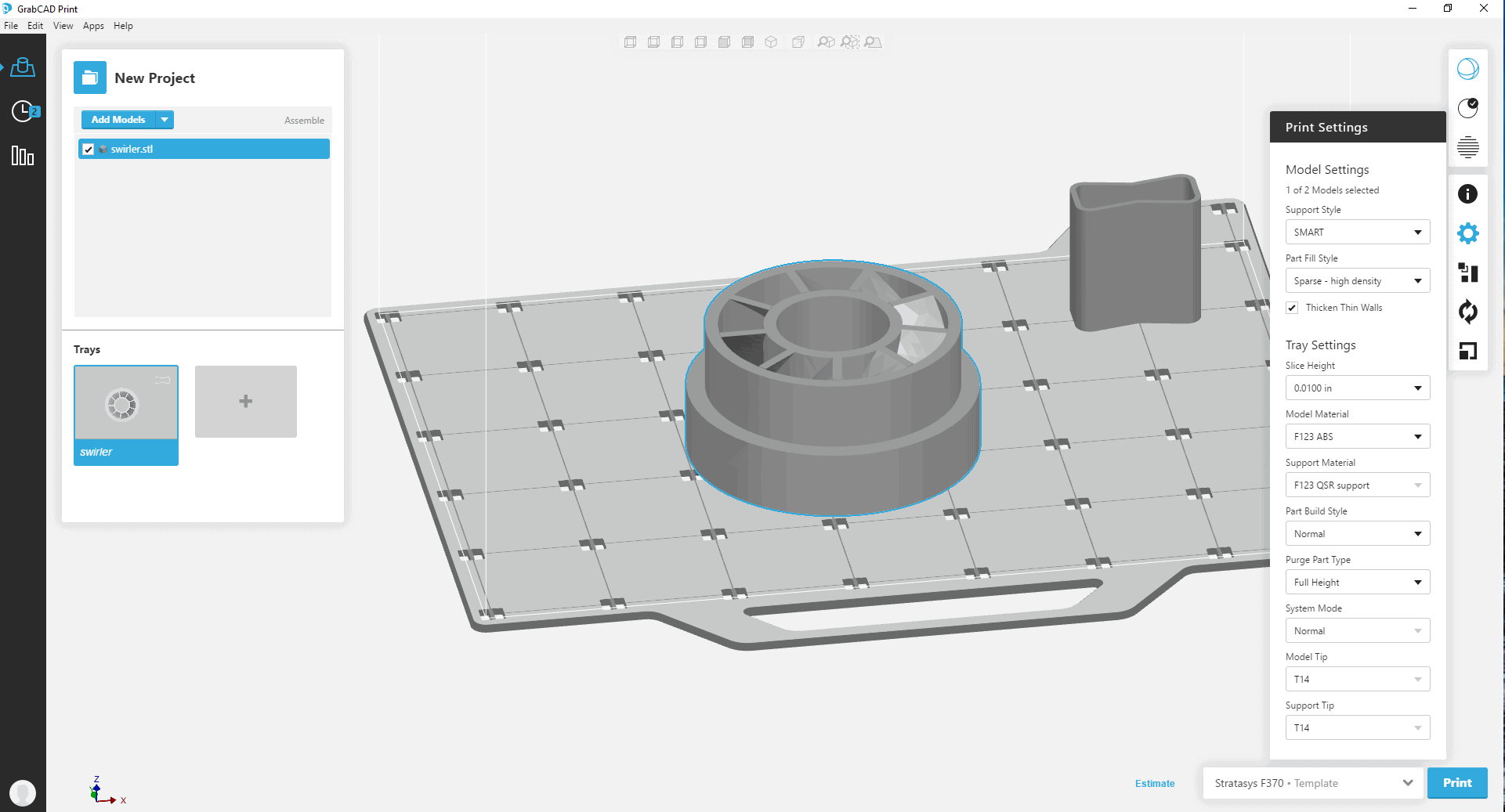
After repairing your file, your can use the menu on the right to change part orientation, location, scaling, and print parameters such as slice height and support style. Multiple files can be imported and used to build up your tray space. As with all FDM systems, your models must have the same slice height and be printed in the same material in order to be built on the same build tray. Once you have your model setup just the way you like, its time to slice it.
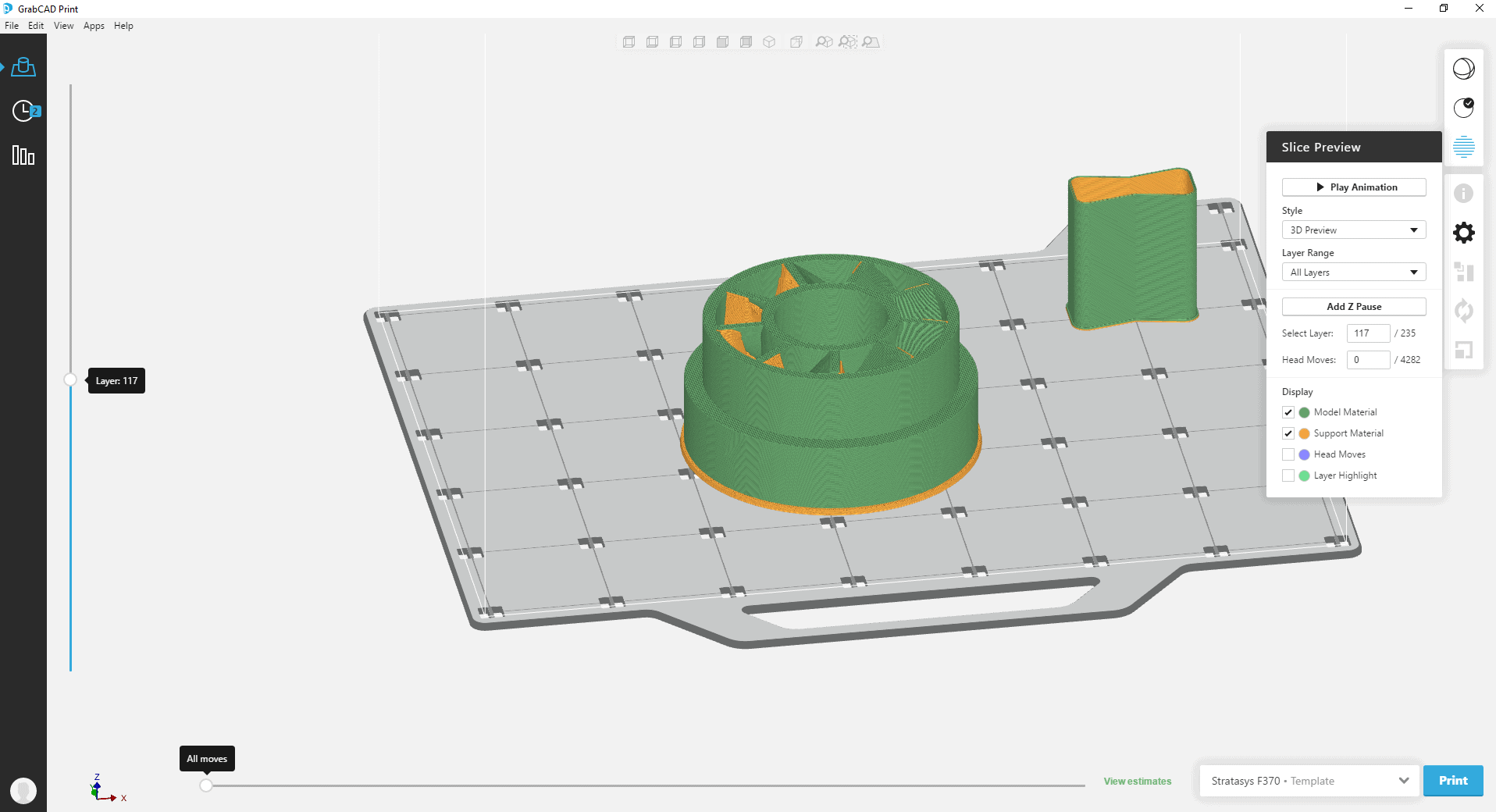
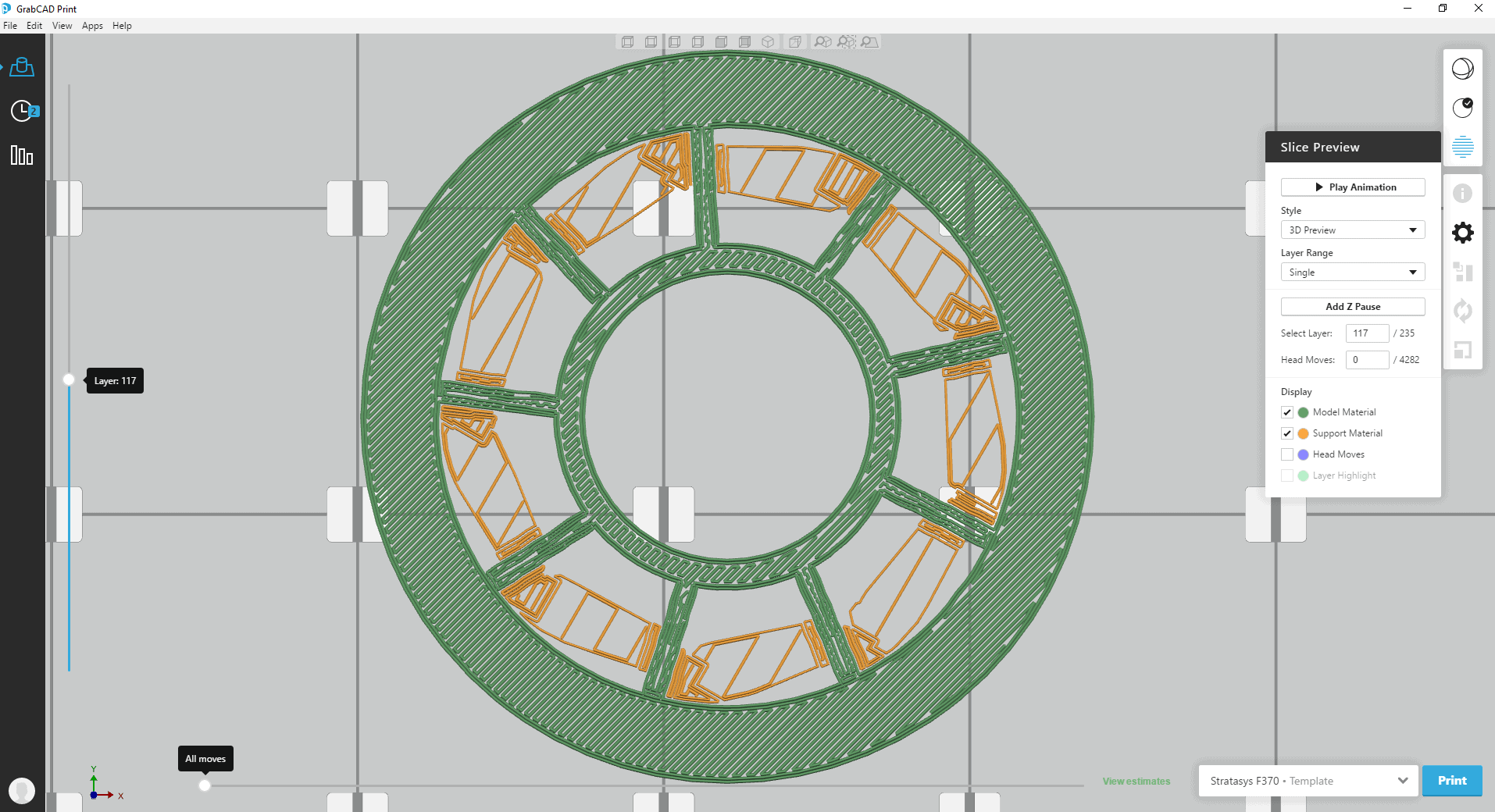
Slicing again is a very seamless experience. Once completed, you can view a 3d rendering of all toolpaths to get a very good understanding of how your print will look after coming off the printer. This is an invaluable tool for spotting things that are not model errors, but may affect the form or the function of the print. A minor tweak or two to the print parameters and the print is back on track. Once sliced, you can now view the material and print time estimates the software provides.
Once everything looks good, hit print to send your job through the cloud to your printer. The only step left is to have someone near the printer hit start.
While your printer is working, you can jump over to the schedule tab to monitor its progress. See useful information like time and material remaining.
For more long term monitoring, look in the reports tab for a ton of useful data stored over the life of the printers such as different jobs and user interactions.
Cullen Williams
Application Engineer, Rapid Prototyping
Computer Aided Technology