Stratasys 3D Printing: Self-Supporting Angles with FDM
Self-Supporting Angles with FDM
Looking to save some time when printing with FDM?
Generally, in 3D printing processes when there is some of overhanging feature, support will be required to be underneath. The time it takes to switch between support material and model material can add up to a lot by the time the build is finished. However, when using the FDM process, there is a degree of self-supporting angles that can be utilized to greatly reduce printing time and material use. These advantages can be used with all FDM machines; from the UprintSE to Fortus 900mc.
The general rule for the minimum self-supporting angle is around 45 degrees from horizontal. Here is an example of a part with self-supporting angles:

This part did not print with any support material (besides the always required base layers).
The minimum self-supporting angle itself can vary between builds because it is dependent on layer thickness, model material, and other factors that the software considers. By default, the software will not generate supports where there are self-supporting angles.
In Catalyst, finding that minimum is as simple as trying out a few different designs, processing the .stl, then checking if support material was generated.
In Insight, the minimum self-supporting angle can be viewed and even changed by the user if desired (although it is not recommended in most cases).
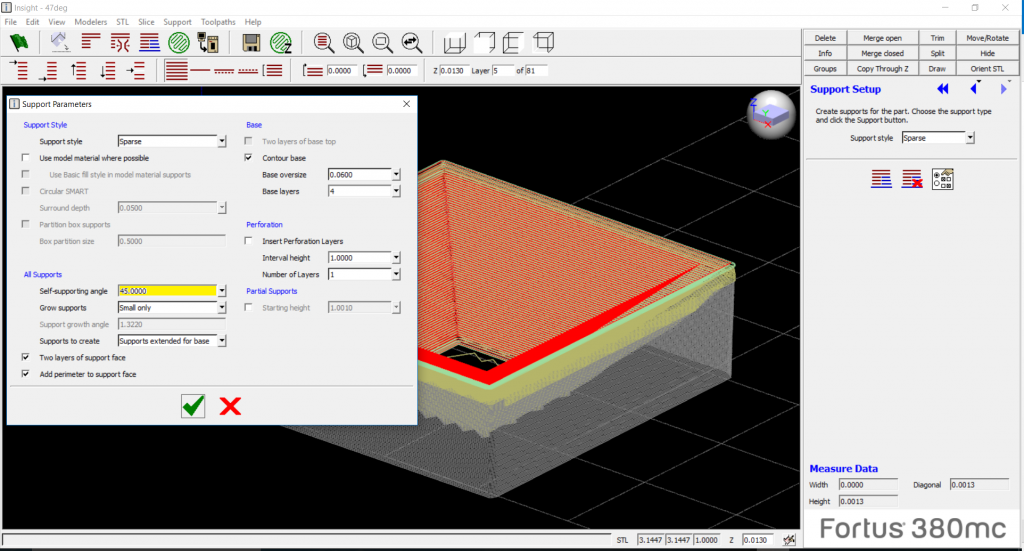
In this case, the default setting was 45degrees and as you can see, there is a lot of support.
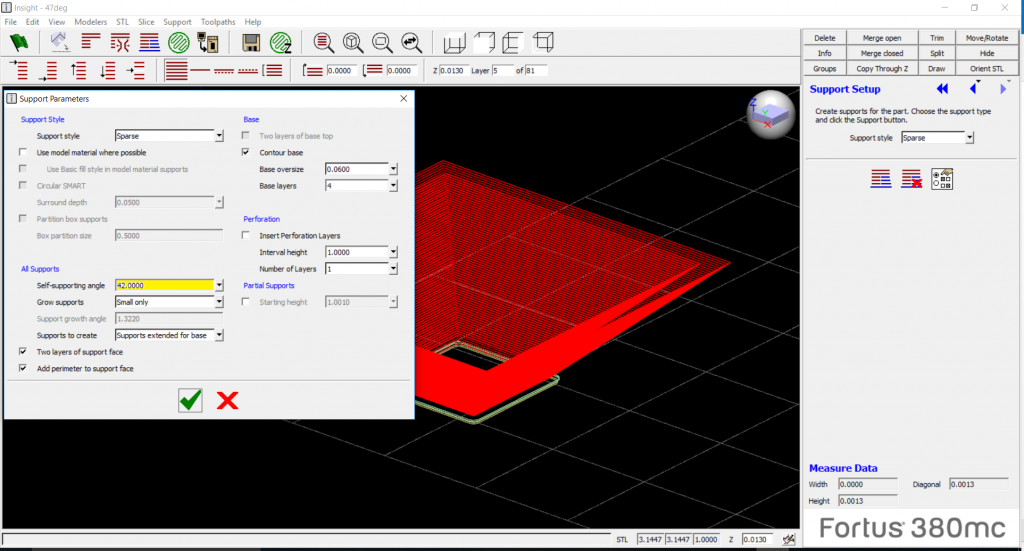
Now by changing the self-supporting angle setting to 42 degrees, the part does not generate with all that support.
NOTE: Changing this setting from the default can result in a failed build if not careful. Drastically low angles will not self-support, even though support is not generated in the software. This technique of changing the self-supporting can work for some situations, but not all.
Cody Doiron
Application Engineer, Additive Manufacturing
Computer Aided Technology