Polyjet Accuracy: Matte vs. Glossy
Anyone who has printed Polyjet parts can tell you there is a difference in geometry between printing the same part in matte mode vs glossy mode. However slight the difference is, running your fingers over the transitions between the two surfaces will tell you right away. It’s easy to tell that the matte surface is indented relative to the glossy surface. I’ve heard this aptly referred to as “puff out”, in reference to the support structure puffing out from the part surface.
A question that has come up many times is which mode is more accurate? Now we need to keep in mind, there are other considerations than just accuracy when choosing which mode to print in. For example, somewhat counter-intuitively, a matte finish should be used when the goal is to post process the part to a glass clear finish, or a glossy finish should be used to strengthen thin walls. But for now, let’s just focus on accuracy.
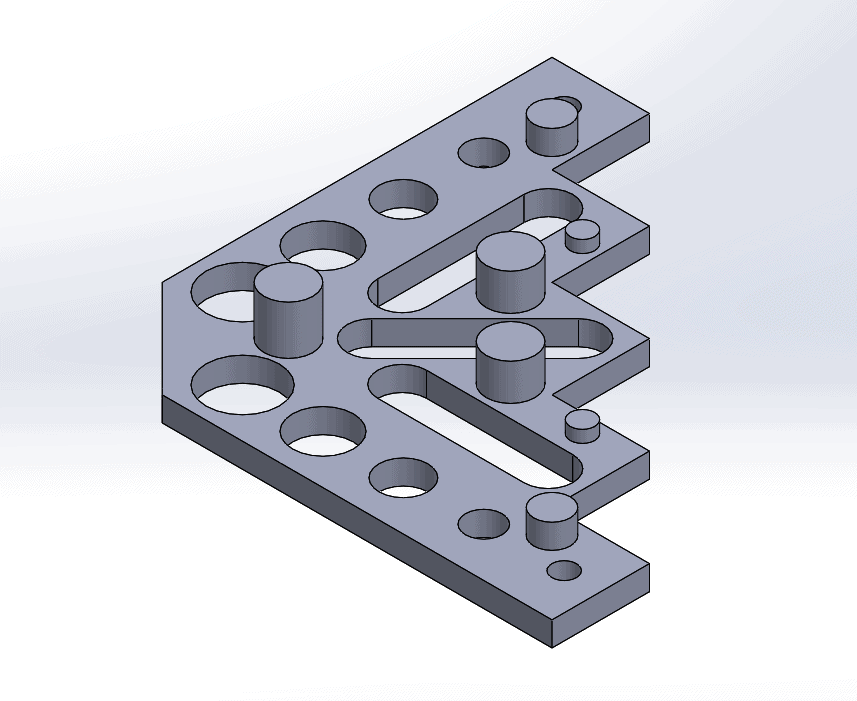
I started by modeling a basic “torture test” part in SOLIDWORKS. Nothing too fancy in terms of geometry for now, just trying to establish a baseline.
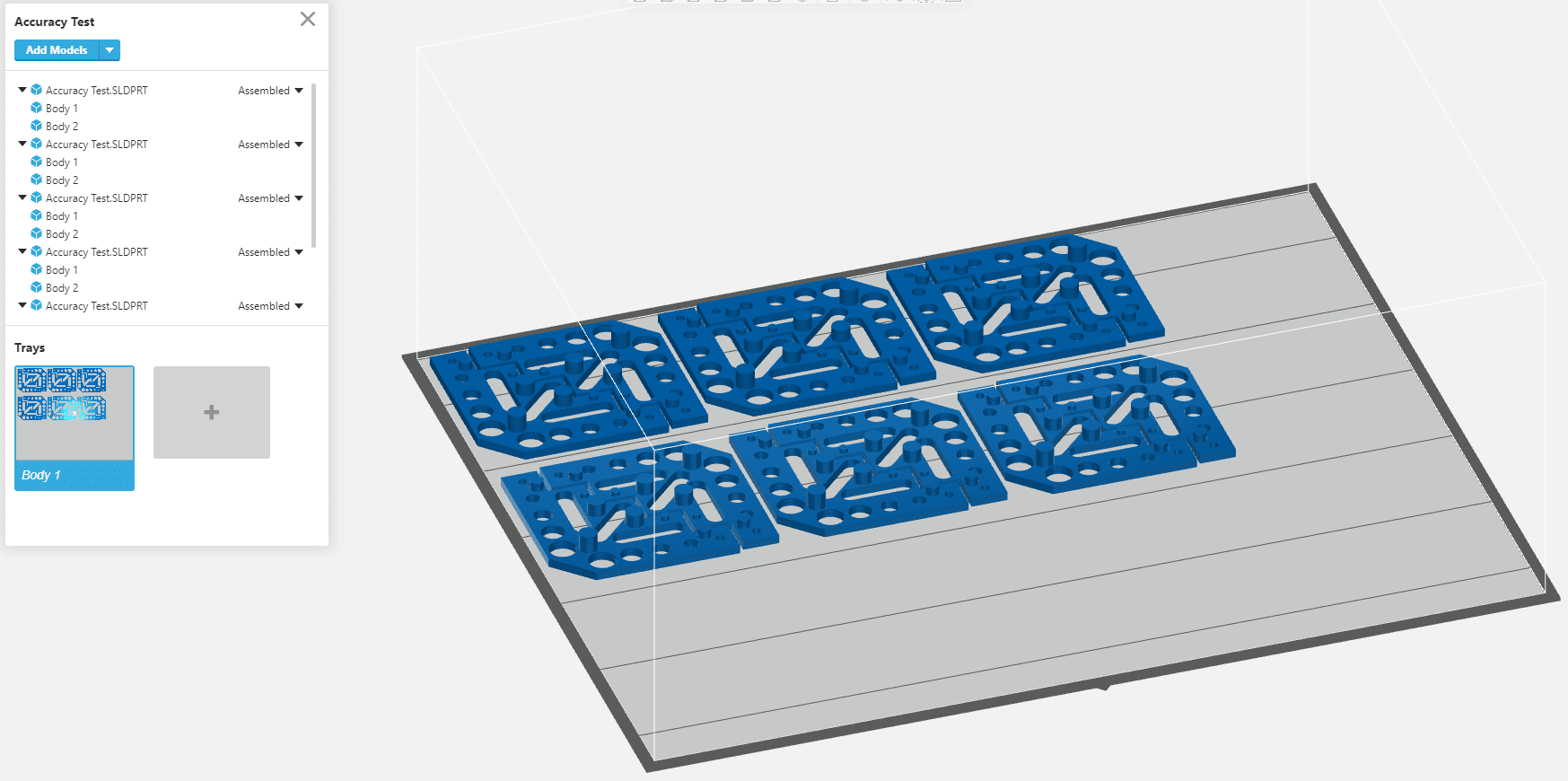
These parts were then printed in Vero Cyan in high quality mode on our J750 printer. Six each of matte and glossy.
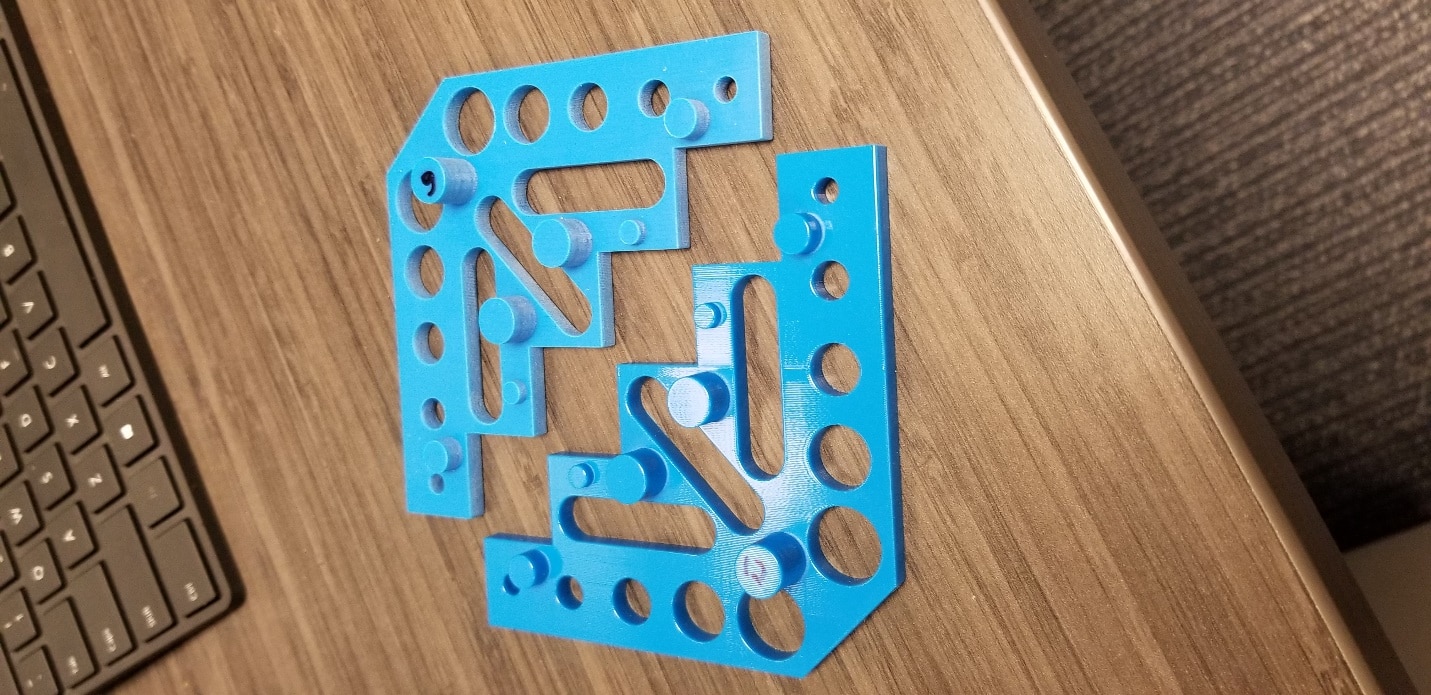
After very thoroughly cleaning all parts of their support material via low pressure waterjet, I began the inspection process.
I used our Handyscan Black Elite blue laser scanner to collect the data and Polyworks inspection software in order to analyze the data. The Handyscan was used due to its high accuracy of 25 microns and ease of scanning both matte and glossy surface finishes. Polyworks software lent itself very nicely to this application due to the built-in statistical analysis tools that would save a ton of time on the analysis portion of this project.


After acquiring all necessary mesh data, mesh files were imported into Polyworks and compared against the original CAD model sent to the printer. This is where the integrated SPC (Statistical Process Control) tools in Polyworks really came in handy. In total, 81 different features were measured. 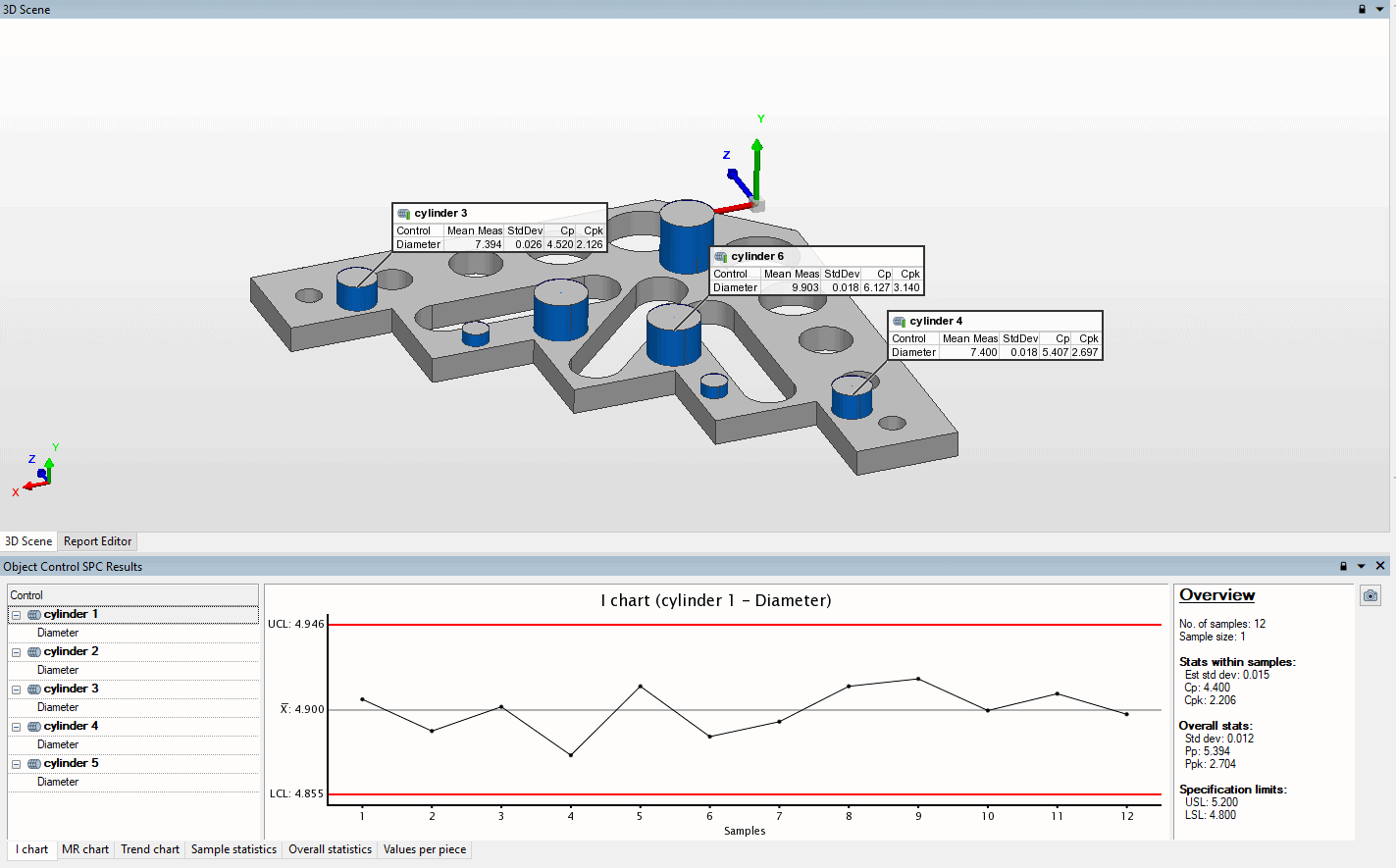
After reviewing and analyzing the data for differences between the 6 matte parts and the 6 glossy ones, there were several points of interest from this data set.
- All but one of the 81 measured features’ mean deviations were within the machine’s accuracy spec of +/- 0.2mm for both matte and glossy.
- The one feature that was out of spec was the 45-degree slot in the center of the part.
- As expected, in general, matte features were more undersized compared to their glossy counterparts.
- Out of the 81 measured features, glossy was closer to nominal on 71 of the measurements.
- 7 out of 10 of the features that matte was more accurate on were the ID’s of the holes.
- When glossy beat matte, it did so by an average of 44 microns closer to nominal. When matte was put under the same lens, it only won by an average of 7 microns.
In regards to the out of spec 45-degree slot, more investigation needs to be done here, as it appears that correcting for the magnitude of error pulls the measurement back within expected error and very close to the error of the other two 0 degree and 90 degree slots. This would suggest that the cumulative error from each print axis is increasing total error by a factor of ~1.4 or 1/sin(45), but again this was only a single feature on this part and much more investigation needs to be done. This is something I am planning on looking into for a follow up blog post.
So after running this test it appears to show that glossy mode is the better option for general purpose accuracy, unless your most critical features are hole diameters and you don’t mind giving up accuracy elsewhere in the print for a small gain in accuracy on holes. This testing suggests glossy is more accurate more often, and even when it isn’t, it misses the mark by a much smaller margin.
As mentioned, this was a very basic initial test to start out with. More testing needs to be done on more complex geometry to gain a more complete understanding of Polyjet technology in regards to accuracy performance.
Cullen Williams
Application Engineer, Manufacturing Solutions
Computer Aided Technology, LLC